
全国服务热线:0417-3909999


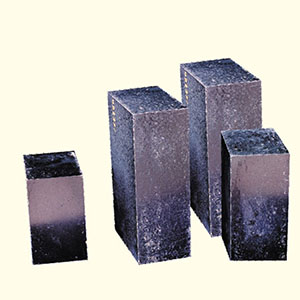
混料过程中,为了使石墨均匀地包围在镁砂颗粒周围,加料顺序应为:镁砂颗粒→结合剂→石墨→镁砂细粉与添加剂粉。由于石墨含量大、密度小,添加剂量又非常少,欲混合均匀,需要较长的时间,但混合时间过长又容易使镁砂颗粒周围的石墨和细粉脱落,所以混合时间要适当。镁碳砖的成型是使耐火砖组织结构致密化的重要因素:由于泥料中石墨量大,骨料临界颗粒小,因此宜采用高压成型并严格按照先轻后重,多次加压的操作规程压制,以免产生成型裂纹。采用抽真空,排气加压的操作规程。另外,高压成型的砖坯表面非常光滑,搬运和筑砌时易滑动,所以成型后的砖坯要采取浸渍或涂抹0.1一2mm厚的热硬性树脂形成树脂膜防止滑动。一般称这种处理为防滑处理。

生产MgO-C砖常用的结合剂有煤焦油,煤沥青和石油沥青,转炉电熔镁砂以及特殊碳质树脂,多元醇,沥青变性酚醛树脂,合成树脂等。目前所用到的结合剂有以下几种类型:沥青类物质。焦油沥青是一种热塑性材料,具有与石墨、氧化镁亲和力大,炭化后残碳率高,成本低的特点,过去曾大量使用;但是焦油沥青中含有致癌的芳香烃,转炉电熔镁砂销售尤其是苯并茁含量高;由于环境意识的加强,现在焦油沥青的使用量在减少。树脂类物质。合成树脂是由苯酚和甲醛反应制得,在常温下便能和耐火材料颗粒很好的混合,炭化后残碳率高,是当前生产MgO-C砖用主要结合剂;但它炭化后形成的玻璃态网络结构,对耐火材料的抗热震性和抗氧化性都不理想。
各种耐火材料产品(电熔材料除外)的能源(燃料、电、水等)消耗中,镁铬砖,镁砖,镁火泥燃烧所占的比重高达70%~80%,耐火材料节能工作的重点应是降低燃料消耗。因此,进行炉窑热工测定,编制炉窑热平衡表,全面分析热耗情况,找出降低热耗、提高热效率的主攻方向和节能措施十分必要。按照习惯,耐火材料炉窑采用单位产品热耗,作为热经济性能的衡量标准。但单位产品热耗,仅能在同类产品之间比较,对炉窑热经济虽能作相对的比较,但并不反映炉窑在热能利用方面的真实情况。如果炉窑热能利用情况没有一个科学的衡量标准,势必会妨碍今后提高耐火炉窑热经济性能的努力。国内外工业炉普遍采用“热效率”作为衡量热能利用好坏的标准。

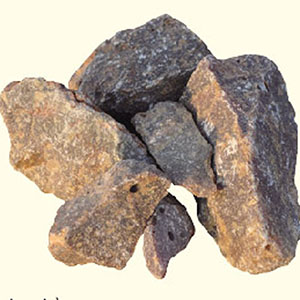
镁砂是生产MgO–C砖的主要原料,有电熔镁砂和烧结镁砂之分。电熔镁砂与烧结镁砂相比具有方镁石结晶粒粗大、颗粒体积密度大等优点,是生产镁碳砖中主要选用的原料。生产普通镁质耐火材料,对镁砂原料要求主要具有高温强度和耐侵蚀性能,因此注重镁砂的纯度及化学成分中的C/S比和B2O3含量。随着冶金工业的发展,冶炼条件日益苛刻,在冶金设备(转炉、电炉、钢包等)上应用的MgO–C砖所用的镁砂,除了化学成分外,在组织结构方面,还要求高密度和大结晶。
其特点是操作简单、附着率高且能迅速烧结。但因含水量大,顺粒较细,故收缩也较大。同时,因喷补层较薄,耐用性也不太好。半干法喷补是将耐火集料、结合剂、添加剂等组成的混合料,通过喷枪化端的水环孔眼与水混合,并由压缩空气喷射到喷补面上的一种方法,水的用量可根据喷补情况随时调整,一般波动在10?20%之间,这比湿法喷补用水量要低得多。因此,喷补层体积密度大,收缩较小,可获得较厚的喷补层,耐用性较好,但回弹量稍高于湿法,该喷补方法采用比较普遍。



